I was immediately enthralled with the idea of getting my hands on a high quality SLA printer that could produce a model of the iconic Eiffel Tower. Each time I saw that print in the Kickstarter movie I envisioned making models of all of my favorite architectural landmarks.
In preparation of my printer and resin arriving I put together a calibration piece so I could get some sense of the accuracy and precision that I might take advantage of with the printer. This piece was inspired by the diligent and thoughtful work of two other form owner’s:
http://exploreideasdaily.wordpress.com/2013/07/12/episode-2-form1-calibration-strikes-back/
and
http://adventuresin3dprinting.blogspot.com/2013/06/success.html
I’ve been printing with an Up! since 2009 and have loved every minute except for not being able to print small features. That’s what really drew me to the form, Form-1-Tech-Specs, because they continue to publish that the Form1 can make a 300 micron feature. So this calibration piece was designed to test those specifications.
Here are some of the highlights of the test piece:

25 X 25 mm square base
23 mm diameter circle on the base
Several smaller squares 3×3, 4×4, 5×5, 6×6 mm
Several cylinders with diameters ranging from 0.5 mm to 4 mm
Slots with opening of 0.5 mm and 0.3 mm
There are a few more features that are designed to test the Z dimension but I’m not going to cover those in these results.
I loaded the piece into the form software with all of the default settings and setting for clear resin:

Everything started up just fine and the printer was humming along. The print finished and I opened up the lid to see a piece that looked pretty nice. But then my eye caught a straggler of resin hanging off the side of one of the supports. It was impossible to tell where the piece came from and it wasn’t very large.

So I pulled the piece off the base and washed it in 99% IPA with 2 minutes of shaking and 8 minutes of soaking. Then I pulled the piece out and got down to measuring.
One of the things I’ve been most anxious about since reading the detailed post, http://exploreideasdaily.wordpress.com/2013/07/12/episode-2-form1-calibration-strikes-back/ , was the concentricity of round features. Sadly, I’m seeing the same defective printing on my machine along the X-axis the 23 mm circle measures 22.86 mm and along the Y-axis the 23 mm circle measures 23.11 mm. These mitutoyo have served me well in the past and I have every reason to believe the ~0.25 mm difference is real.
 Then I pulled out the USB part inspection scope to look at some of the smaller features at higher magnification:
Then I pulled out the USB part inspection scope to look at some of the smaller features at higher magnification:
The 0.5 mm wide slot measured in at 0.75 mm, which is pretty good. But the big disappointment is the 0.3 mm slot was completely occluded. You could see where the laser was trying to draw the slot but it just couldn’t create the opening. You can also see some heterogeneity in the surface, I’m not really sure where that comes from because the standoffs were all attached to the other side of the piece.

Then I looked at some of the other small hole features:
The width of the square was supposed to be 5 mm and depending on where you measured from it was pretty close ~4.4 mm. Most of the square elements had a bit of a draft to the feature that I haven’t quantified yet.
But again my big disappointment with the printer is that it’s advertised to be capable of printing a 300 micron feature. Here I had a grid of 500 micron holes and the radii were measuring at ~300 microns with all of the holes fully occluded (they are designed as through holes).

Now, onto one of the printed columns:
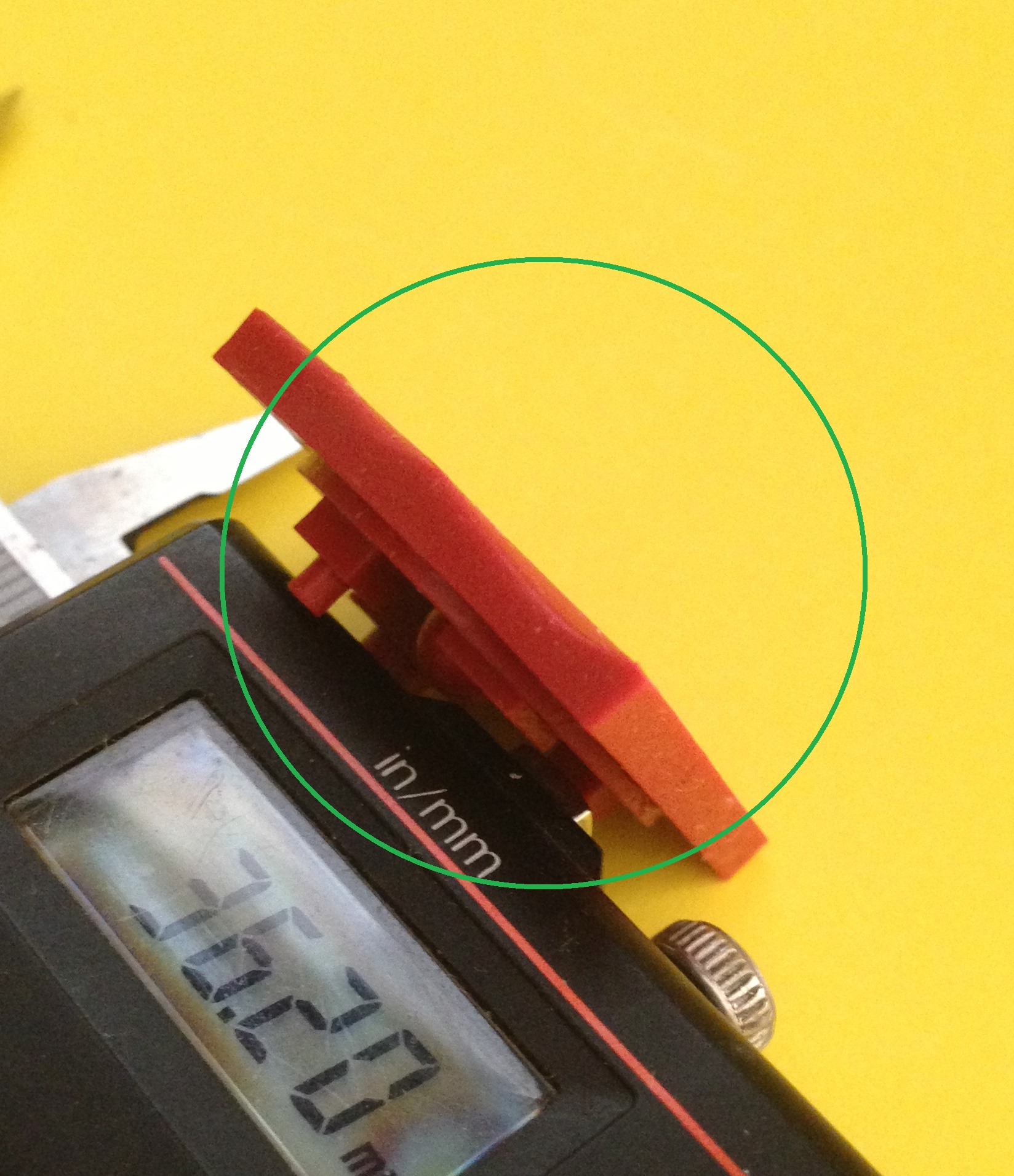
The square base was supposed to be 4×4 mm, it measured 3.17X3.41 mm which again could be slightly off because of the draft that was present in the feature. The inner diameter of the tube was supposed to be a whopping 1.4 mm! It measured 1.6 mm, but the resin also cured to fill up the tube and not leave it hollow.

Then I broke out my trusty Generation 1 Up! printer to make the part out of ABS.

The results were pretty much exactly what I’ve come to expect from this workhorse. The 25 X 25 mm square was 25.02 X 24.92.


But more importantly the 23 mm circle was within the same tolerance, 22.93 x 22.9


The smaller features were less accurate, but that’s why I signed up to buy the Form. The 5×5 was 5.44X5.85.

The 3×3 was 2.75 x 2.81

And the 4×4 was 4.2×4.4.

It was suggested to me that I try printing the calibration piece on the Form with the flat surface parallel to the building platform. I tried that but the first thing I noticed is that the flat surface is now going to require a ton of elbow grease to get flat because of all the marks left from the support pillars.



I let the piece cure in the San Francisco sun

And then after removing the supports I was left with this mess:

It’s hard to describe what the surface is like except to say that it’s non-uniform and would require some diligent sanding to achieve anything close to a flat surface.


Some of the features turned out a bit better but the back surface was such a mess it doesn’t seem like it’s worth the trade-off because the 300 micron features still failed in this orientation.

Maybe this printer will turn out to be okay for asymmetric pieces but I purchased it for the advertised 300 micron feature size so I could use it for prototyping intricate mechanical devices, similar to the flow cell advertised in the Kickstarter video.